

Negli ultimi anni, con la diffusione delle attività all'aria aperta, la domanda di tessuti con proprietà impermeabili e antispruzzo è aumentata notevolmente tra i consumatori. L'attuale processo di finitura prevalente consiste nell'ottenere prestazioni impermeabili e antispruzzo attraverso la spalmatura o la pellicola, ma presenta svantaggi come la complessità del processo e i lunghi tempi di lavorazione. La finitura impermeabile senza fluoro su tessuti ad alta densità può garantire un'elevata resistenza alla pressione statica dell'acqua, con un processo breve e semplice e il vantaggio di un costo contenuto. Sebbene le prestazioni di resistenza alla pressione statica dell'acqua non siano buone come quelle dei metodi di spalmatura o laminazione, dopo l'ottimizzazione del processo, la resistenza alla pressione statica dell'acqua può comunque raggiungere i 5200 Pa o oltre e presenta un certo grado di traspirabilità, adatto a tessuti funzionali speciali come camici chirurgici, tute da assalto, abbigliamento da alpinismo e tessuti per tende.
Questo studio ha selezionato Suzhou Leman Polymer Technology Co., Ltd. come agente impermeabilizzante privo di fluoro e ha utilizzato un metodo di cottura ad alta temperatura per eseguire il trattamento impermeabilizzante su tessuti di puro cotone ad alta densità. Sono stati analizzati gli effetti di fattori quali le specifiche del tessuto, la temperatura e il tempo di cottura sulla resistenza alla pressione statica dell'acqua dei tessuti di puro cotone, e alla fine è stata elaborata una soluzione completa, adatta alla produzione su larga scala!
1、 Materiali di prova
Tessuto: Tessuto di puro cotone (29,2 tex x 29,2 tex, 472 x 315, armatura a tela, massa unitaria 220 g/m2);
Reagente: agente impermeabilizzante senza fluoro
Strumenti: essiccatore a forma continua, macchina per la cottura ad aria calda (Menfuji tedesco), forno di essiccazione elettrico a getto d'aria DHG-9140A, lavatrice SDLATLAS Vortex M6, misuratore di umidità dei tessuti YB813, misuratore digitale della traspirabilità a pressione statica dell'acqua YG461E.
2、 Flusso di processo
Laminazione a freddo → ricottura → mercerizzazione → tintura → impermeabilizzazione → cottura.
3、 Introduzione ai metodi di verifica dei risultati
Impermeabilità: misurata secondo AATCC 22-2010 "Idrorepellenza: test a spruzzo". Tagliare 3 campioni (17,78 cm x 17,78 cm) e posizionarli a pressione atmosferica standard per 4 ore. Iniettare 250 ml di acqua distillata a (27 ± 1) °C nell'imbuto del tester e spruzzare la parte anteriore dei campioni. Confrontare i modelli di bagnatura o di macchie sulla parte anteriore con l'immagine di valutazione per la valutazione e registrare i risultati di valutazione di ciascun campione di prova.
Lavabilità: il lavaggio domestico viene effettuato in conformità con la norma GB/T 8629-2017 "Procedure di lavaggio e asciugatura domestica per testare i tessuti". Si prepara una soluzione utilizzando 1 g/L di detersivo standard (AATCC 1993), con un rapporto di lavaggio di 1:30. Dopo il lavaggio a 40 °C per 8 minuti, la soluzione viene disidratata, ottenendo un lavaggio. Al termine del programma di lavaggio, asciugare in forno a una temperatura di 100 °C.
Il processo di lavaggio industriale è il seguente: prelavaggio (50 litri di acqua pura, lavaggio per 3 minuti, temperatura dell'acqua 50 ℃) → lavaggio principale (80 litri di acqua pura, lavaggio per 15 minuti, temperatura dell'acqua 60 ℃, 300 g di candeggina all'ossigeno, 400 g di detersivo per bucato) → risciacquo (50 litri di acqua pura, lavaggio per 5 minuti) → lavaggio di neutralizzazione (50 litri di acqua pura, 200 g di acido neutralizzante) → lavaggio con acqua pulita (50 litri di acqua pura, lavaggio per 5 minuti).
Resistenza alla pressione idrostatica: misurata secondo la norma AATCC 127-2018 "Prova di pressione idrostatica". Tagliare tre campioni di 200 mm x 200 mm, non piegati e contaminati, e posizionarli a pressione atmosferica standard per 4 ore. Controllare la temperatura dell'acqua a contatto con il campione a (21 ± 2) °C, asciugare la superficie di serraggio e posizionare la superficie di prova rivolta verso la superficie dell'acqua. Dopo il serraggio, avviare il motore. Quando si verifica un'infiltrazione in tre punti del campione, registrare la pressione statica dell'acqua in questo momento, ripetere la prova tre volte e calcolare il valore medio per ottenere la resistenza alla pressione statica dell'acqua del campione.
4、 L'influenza del processo di impermeabilizzazione sull'effetto impermeabilizzante
Esplorazione sperimentale dell'influenza del metodo di stiramento e cottura in un'unica fase e del metodo di stiramento e cottura in due fasi sull'effetto impermeabilizzante. Nel metodo in un'unica fase, viene utilizzata una macchina stiratrice e sagomatrice. Dopo essere stato arrotolato, il tessuto entra nella camera di essiccazione della macchina sagomatrice e i processi di essiccazione e cottura vengono eseguiti contemporaneamente per un'elevata efficienza produttiva, adatta alla maggior parte delle finiture impermeabili. Il metodo in due fasi di stiramento e cottura utilizza una macchina stiratrice e sagomatrice per asciugare il materiale arrotolato, seguito dalla cottura. Questo processo ha un'elevata stabilità. Processo in una fase di stiramento e cottura: impregnazione e agente di laminazione nella macchina stiratrice, 80 g/L di agente impermeabilizzante senza fluoro, temperatura di 170 °C, tempo di 3,5 minuti. Processo in due fasi di stiramento e cottura: additivo di laminazione a immersione nella macchina stiratrice (80 g/L di agente impermeabilizzante senza fluoro, temperatura di essiccazione di 120 °C, tempo di essiccazione di 60 secondi) → cottura (temperatura di 170 °C, tempo di 3 minuti). I risultati del trattamento impermeabilizzante su tessuto di puro cotone utilizzando diversi processi di impermeabilizzazione sono riportati nella Tabella 1.
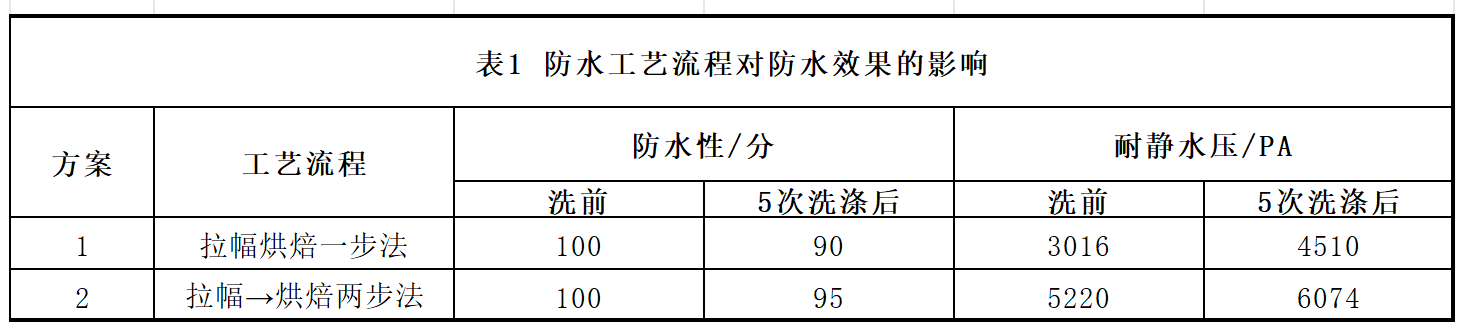
Dalla Tabella 1, si può osservare che le prestazioni di impermeabilità del metodo di stiramento e cottura in un'unica fase non differiscono significativamente da quelle del metodo di stiramento e cottura in due fasi, ma le prestazioni di resistenza alla pressione statica dell'acqua sono significativamente inferiori rispetto a quelle del metodo di stiramento e cottura in due fasi. Questo perché, con il metodo di stiramento e cottura diretta ad alta temperatura in un'unica fase, anche riducendo la velocità del veicolo e prolungando il tempo di penetrazione del fluido di lavoro, il fluido di lavoro non riesce comunque a penetrare completamente nel tessuto e l'agente impermeabilizzante privo di fluoro si reticola sulla superficie del tessuto, compromettendone la resistenza alla pressione statica dell'acqua. Pertanto, si è deciso di utilizzare il metodo di stiramento e cottura in due fasi per la lavorazione di tessuti in puro cotone ad alta resistenza alla pressione statica dell'acqua.
5、 L'influenza delle diverse specifiche di organizzazione del tessuto sull'effetto impermeabilizzante
Considerando che i tessuti ad alta resistenza alla pressione statica dell'acqua sono generalmente utilizzati per uso esterno e per scopi funzionali, la massa per unità di superficie del tessuto è limitata a (200 ± 20) g/m². Le specifiche sono state selezionate come puro cotone 29,2 tex x puro cotone 29,2 tex, 472 x 315, e l'organizzazione del disegno è semplice, saia 2/1, peso della trama piatto e quadrato. Adottando un processo di lavorazione in due fasi di stiramento e cottura, il fluido di lavoro impermeabile è 80 g/L di agente impermeabilizzante privo di fluoro, con due immersioni e due arrotolamenti, e un tasso residuo di arrotolamento del 65%. Asciugare a 120 °C e quindi cuocere a 170 °C per 3 minuti. L'influenza delle diverse strutture del tessuto sulle prestazioni impermeabili è mostrata nella Tabella 2.
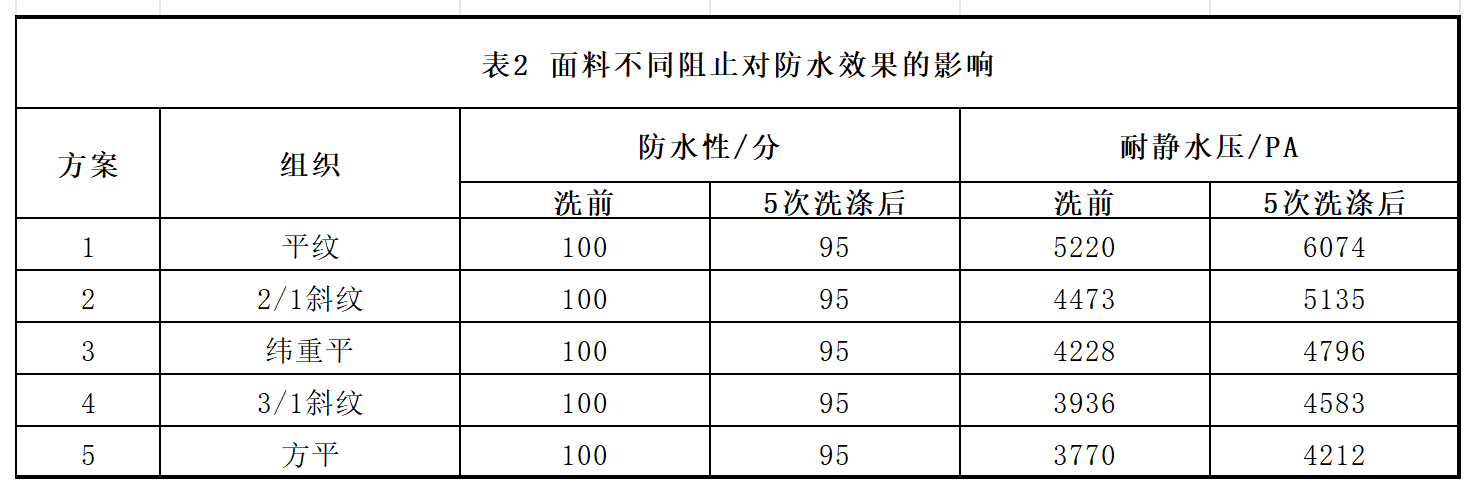
Dalla Tabella 2, si può osservare che, a parità di titolo del filato e di densità di trama/ordito, la sola modifica del modello organizzativo determina variazioni significative nell'impermeabilità e nella resistenza del tessuto alla pressione statica dell'acqua. Classificati in ordine decrescente di eccellenza prestazionale: armatura a tela, saia 2/1, trama piatta, saia 3/1 e armatura quadrata. Il tessuto ad armatura a tela può raggiungere una resistenza alla pressione statica dell'acqua di 5200 Pa, mentre altri tessuti non hanno raggiunto tale valore. Ciò indica che l'influenza della struttura del tessuto sulla resistenza alla pressione statica dell'acqua è molto evidente. Il tessuto ad armatura a tela offre la migliore resistenza alla pressione statica dell'acqua perché presenta il maggior numero di punti di intreccio e un minor numero di pori. Per approfondire la relazione tra le specifiche organizzative e la resistenza del tessuto alla pressione statica dell'acqua, la densità di trama e ordito sono state modificate, mantenendo invariati il titolo del filato e il modello organizzativo. La resistenza all'impermeabilità e alla pressione statica dell'acqua del tessuto sono state testate separatamente e i risultati sono riportati nella Tabella 3.
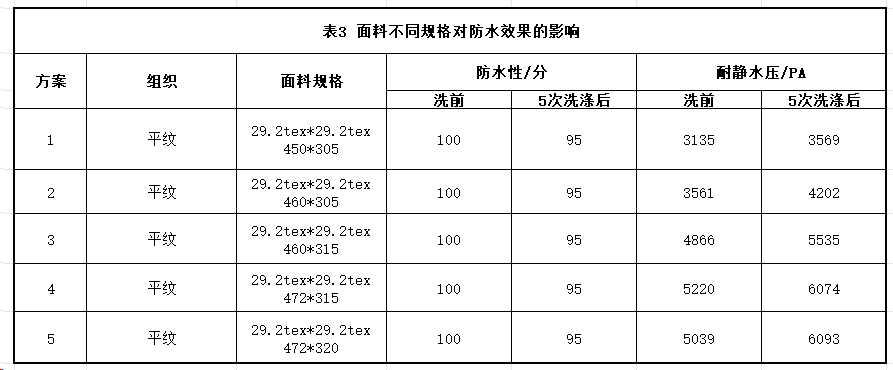
Dalla Tabella 3, si può osservare che, per una struttura a trama semplice di 29,2 tex x 29,2 tex, all'aumentare della densità del tessuto aumenta anche la resistenza del tessuto alla pressione statica dell'acqua. Quando la densità raggiunge 472 x 315, la resistenza alla pressione statica dell'acqua è superiore a 520 Pa. Su questa base, l'aumento della densità del tessuto comporta un aumento lineare della difficoltà di tessitura, mentre il miglioramento della resistenza alla pressione statica dell'acqua non è significativo. Dopo un'attenta valutazione, i tessuti a trama semplice di puro cotone 29,2 tex x puro cotone 29,2 tex e 472 x 315 sono stati infine selezionati come specifiche standard per questo tessuto ad alta resistenza alla pressione idrostatica.
6、 L'influenza della temperatura e del tempo di cottura sull'effetto impermeabilizzante
Il tempo e la temperatura di cottura hanno un impatto importante sull'effetto impermeabilizzante. Viene adottata la tecnologia di lavorazione in due fasi di stiramento → cottura, con immersione in macchina di stiratura e agente di laminazione, agente impermeabilizzante senza fluoro 80 g/L, temperatura di essiccazione 120 °C e tempo di essiccazione 60 secondi. L'influenza della temperatura e del tempo di cottura sull'impermeabilizzazione e sulla resistenza alla pressione statica dell'acqua è stata studiata e i risultati sono riportati nella Tabella 4.
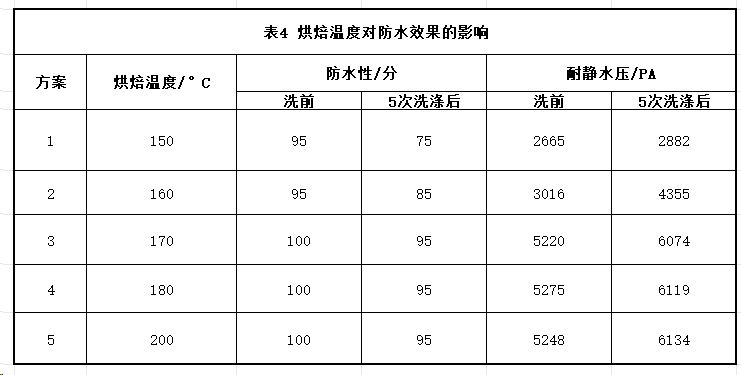
Dalla Tabella 4, si può osservare che all'aumentare della temperatura di cottura, aumentano anche la resistenza alla pressione statica dell'acqua e l'impermeabilità del tessuto. Poiché durante la cottura, maggiore è la temperatura, più regolare è la disposizione dei gruppi idrofobici sulla superficie della fibra; le condizioni di alta temperatura favoriscono anche il rilascio di gruppi isocianato da parte degli agenti reticolanti, migliorando il grado di reticolazione tra gruppi isocianato e idrofobici e -OH, e aumentando la resistenza alla pressione statica dell'acqua. Quando la temperatura di cottura è di 170 °C, un aumento continuo della temperatura comporterà un aumento limitato della resistenza alla pressione statica dell'acqua e dell'impermeabilità. Pertanto, la temperatura di cottura è stata determinata a 170 °C. Sulla base dell'esperimento sopra descritto, la temperatura di cottura è stata determinata a 170 °C ed è stato studiato l'effetto del tempo di cottura sull'impermeabilità e sulla resistenza alla pressione statica dell'acqua. I risultati sono riportati nella Tabella 5.
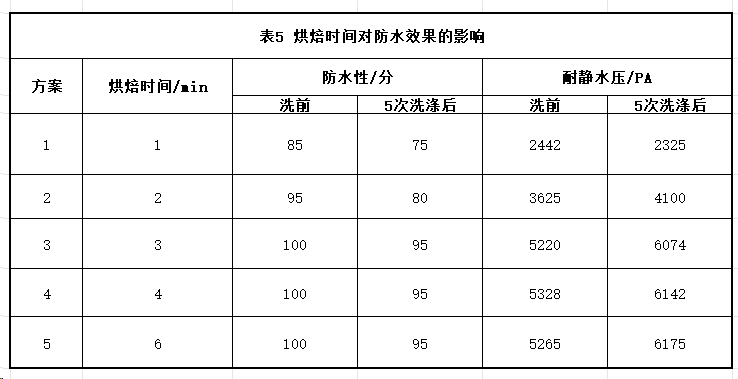
Dalla Tabella 5, si può osservare che con il prolungarsi del tempo di cottura, le prestazioni di impermeabilizzazione migliorano costantemente. Questo perché il tempo di cottura si prolunga e la reticolazione tra gruppi isocianato e gruppi idrofobici sulla superficie della fibra è più completa. La cottura a lungo termine fornisce inoltre un tempo sufficiente per la disposizione ordinata dei gruppi idrofobici sulla superficie della fibra. Quando il tempo di cottura è di 3 minuti, le prestazioni di impermeabilizzazione raggiungono 100 punti e la resistenza alla pressione statica dell'acqua raggiunge 5200 Pa o superiore; Proseguendo nel tempo, il miglioramento dell'impermeabilizzazione e della resistenza alla pressione statica dell'acqua è limitato. Pertanto, il tempo di cottura è stato determinato in 3 minuti.
7、 Conclusion
(1) Sono state condotte ricerche sulla formula del fluido di lavoro impermeabile. Dopo un'adeguata cottura, il tessuto in puro cotone può resistere a una pressione statica dell'acqua fino a 5200 Pa e presenta una buona resistenza al lavaggio. Anche dopo 30 lavaggi con acqua in condizioni di lavaggio domestico, presenta ancora un'eccellente resistenza alla pressione statica dell'acqua e all'impermeabilità.
(2) Il processo di stiramento → cottura è il seguente: additivo per laminazione a immersione nella macchina stiratrice (80 g/L di agente impermeabilizzante senza fluoro, temperatura di essiccazione di 120 ℃, tempo di essiccazione di 60 secondi) → cottura (temperatura di 170 ℃, tempo di 3 minuti).
Data di pubblicazione: 26-06-2024