

최근 몇 년 동안 야외 활동의 인기로 인해 방수 및 방말 기능을 갖춘 섬유에 대한 소비자 수요가 크게 증가했습니다. 현재 주류 공정은 코팅이나 필름 가공을 통해 방수 및 방말 성능을 달성하는 것이지만, 복잡한 공정과 긴 가공 흐름과 같은 단점이 있습니다. 고밀도 직물에 불소 무첨가 방수 가공을 하면 짧은 공정, 간단한 공정, 저렴한 비용의 장점으로 높은 정수압 저항성을 얻을 수 있습니다. 정수압 저항 성능은 코팅이나 라미네이팅 방식만큼 좋지는 않지만, 공정 최적화를 통해 5200Pa 이상의 정수압 저항성을 달성할 수 있으며, 어느 정도의 통기성을 갖추고 있어 수술복, 방탄복, 등산복, 텐트 원단과 같은 특수 기능성 직물에 적합합니다.
본 연구에서는 쑤저우 레만 폴리머 테크놀로지(Suzhou Leman Polymer Technology Co., Ltd.)를 불소 무첨가 방수제로 선정하고, 고온 소성법을 사용하여 고밀도 순면 직물에 방수 처리를 수행했습니다. 조직 규격, 소성 온도, 소성 시간 등의 요인이 순면 직물의 정적 수압 저항성에 미치는 영향을 분석하여, 대량 생산에 적합한 완벽한 솔루션을 최종적으로 도출했습니다!
1、시험재료
원단 : 순면직물(29.2텍스 x 29.2텍스, 472 x 315, 평직, 단위면적질량 220g/m2)
시약 : 불소 무첨가 방수제
장비: 연속 성형 건조기, 열풍 베이킹 머신(독일 Menfuji), DHG-9140A 전기 송풍 건조 오븐, SDLATLAS Vortex M6 세탁기, YB813 원단 수분 테스터, YG461E 정적 수압 디지털 통기성 측정기.
2. 프로세스 흐름
냉간압연 배치 → 어닐링 → 머서리제이션 → 염색 → 방수 → 베이킹.
3. 결과 테스트 방법 소개
방수성: AATCC 22-2010 "발수성: 분무 시험"에 따라 측정합니다. 17.78cm x 17.78cm 크기의 시료 3개를 잘라 표준 대기압에서 4시간 동안 방치합니다. 27±1℃의 증류수 250mL를 시험기 깔때기에 넣고 시료 전면에 분무합니다. 전면의 습윤 또는 점 패턴을 평가 이미지와 비교하여 각 시험 시료의 평가 결과를 기록합니다.
세탁성: 가정 세탁은 GB/T 8629-2017 "섬유 시험을 위한 가정용 세탁 및 건조 절차"에 따라 실시합니다. 1g/L 표준 세제(AATCC 1993)를 1:30의 비율로 사용하여 용액을 제조합니다. 40°C에서 8분간 세탁 후 탈수하여 1회 세탁합니다. 세탁이 완료되면 100°C 오븐에서 건조합니다.
산업용 세척 과정은 다음과 같습니다. 예비 세척(순수 50L, 세척 3분, 수온 50℃) → 본 세척(순수 80L, 세척 15분, 수온 60℃, 산소계 표백제 300g, 세탁세제 400g) → 헹굼(순수 50L, 세척 5분) → 중화 세척(순수 50L, 중화산 200g) → 깨끗한 물 세척(순수 50L, 세척 5분).
정수압 저항: AATCC 127-2018 "정수압 시험"에 따라 측정합니다. 접지 않고 오염되지 않은 200mm x 200mm 크기의 시료 3개를 잘라 표준 대기압에서 4시간 동안 방치합니다. 시료와 접촉하는 물의 온도를 (21±2)℃로 조절하고, 클램핑 표면을 건조시킨 후 시험 표면이 수면을 향하도록 합니다. 클램핑 후 모터를 시동합니다. 시료의 세 지점에 침투가 발생하면 이때의 정수압을 기록하고, 세 번 반복하여 평균값을 구하여 시료의 정수압 저항을 구합니다.
4. 방수공정이 방수효과에 미치는 영향
1단계 연신 및 베이킹 방법과 2단계 연신 및 베이킹 방법이 방수 효과에 미치는 영향에 대한 실험적 탐구.1단계 방법에서는 연신 및 성형기를 사용합니다.직물이 롤링된 후 성형기의 건조실로 들어가 건조 및 베이킹 공정이 함께 수행되어 높은 생산 효율을 보이며 대부분의 방수 마감에 적합합니다.2단계 연신 및 베이킹 방법은 연신 및 성형기를 사용하여 롤링된 소재를 건조시킨 후 베이킹합니다.이 공정은 안정성이 높습니다.1단계 연신 및 베이킹 공정: 연신기 함침 및 롤링제, 80g/L 무불소 방수제, 온도 170℃, 시간 3.5분.2단계 연신 및 베이킹 공정: 연신기 침지 롤링 첨가제(80g/L 무불소 방수제, 건조 온도 120℃, 건조 시간 60초) → 베이킹(온도 170℃, 시간 3분). 다양한 방수 공정을 사용하여 순면 직물에 대한 방수 처리 결과를 표 1에 나타내었다.
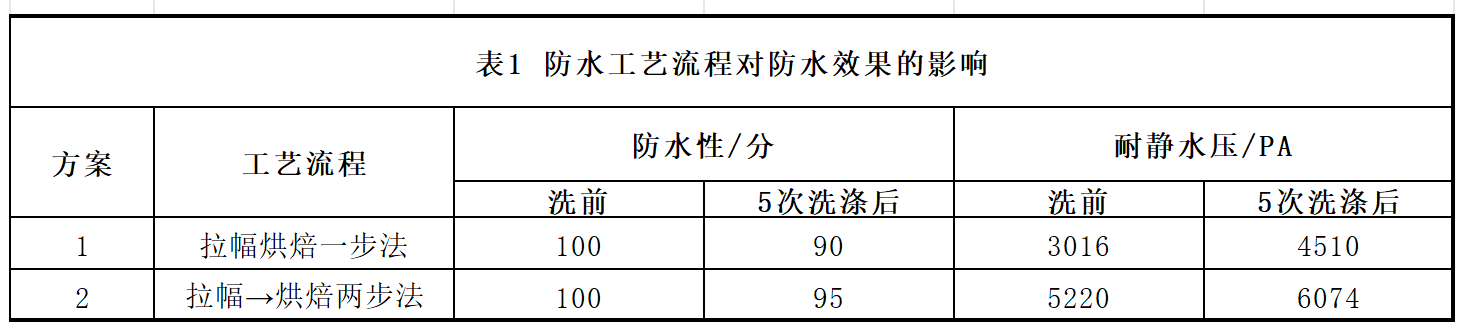
표 1에서 알 수 있듯이, 1단계 연신 및 베이킹법의 방수 성능은 2단계 연신 및 베이킹법과 크게 다르지 않지만, 정적 수압 저항 성능은 2단계 연신 및 베이킹법보다 현저히 낮습니다.이는 1단계 직접 고온 베이킹법은 차량 속도를 줄이고 작동 유체의 침투 시간을 늘리더라도 작동 유체가 여전히 직물에 완전히 침투하지 못하고 불소가 없는 방수제가 직물 표면에 가교되어 직물의 정적 수압 저항에 영향을 미치기 때문입니다.따라서 2단계 연신 및 베이킹법을 사용하여 순면 고내정수압 직물을 가공하는 것이 결정됩니다.
5. 다양한 원단 조직 규격이 방수 효과에 미치는 영향
높은 정압 저항성 직물은 일반적으로 외부 마모 및 기능적 목적으로 사용된다는 점을 고려하여 직물의 단위 면적당 질량은 (200 ± 20) g/m²로 제한됩니다.규격은 순면 29.2 tex x 순면 29.2 tex, 472 x 315로 선정되었으며, 설계 구성은 평직, 2/1 능직, 위사 편평, 정사각형입니다.연신 및 베이킹의 2단계 가공 공정을 채택했으며, 방수 작동액은 불소계 방수제 80g/L를 사용하고, 침지 2회, 압연 2회를 실시했으며 압연 잔류율은 65%입니다.120℃에서 건조 후 170℃에서 3분간 베이킹합니다.방수 성능에 대한 다양한 직물 구조의 영향은 표 2에 나와 있습니다.
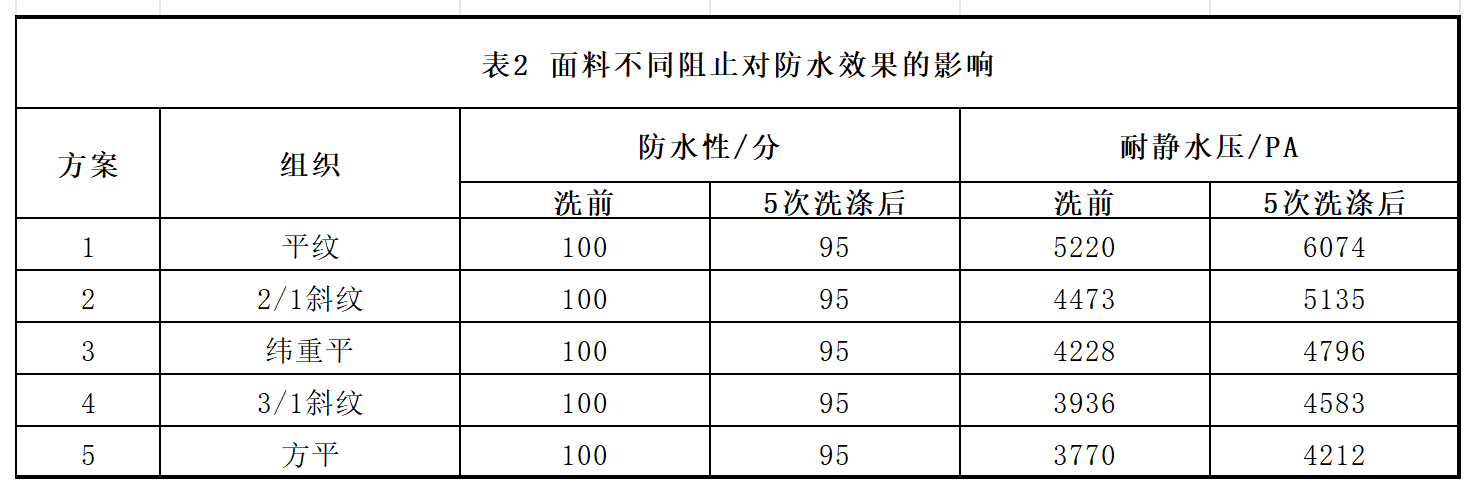
표 2에서 직물의 실 번수와 경사/위사 밀도가 변하지 않을 때, 조직 패턴만 변경하면 직물의 방수성과 정적 수압 저항성이 크게 변하는 것을 알 수 있습니다. 성능 우수성 순으로 평직, 2/1 능직, 위사 평직, 3/1 능직, 사각직입니다. 평직 직물은 5200 Pa의 정적 수압 저항성을 달성할 수 있는 반면, 다른 직물은 5200 Pa에 도달하지 못했습니다. 이는 직물 구조가 정적 수압 저항성에 미치는 영향이 매우 명백함을 시사합니다. 평직 직물은 직조 지점이 가장 많고 기공이 적기 때문에 정적 수압 저항성이 가장 좋습니다. 조직 사양과 직물의 정적 수압 저항성 간의 관계를 더 자세히 조사하기 위해 실 번수와 조직은 변경하지 않고 경사와 위사 밀도를 변경했습니다. 직물의 방수성과 정적 수압 저항성을 별도로 시험했으며, 그 결과는 표 3에 나와 있습니다.
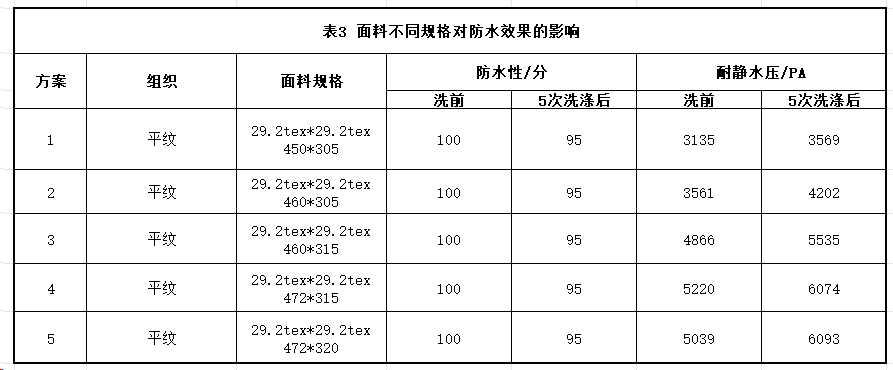
표 3에서 알 수 있듯이, 29.2 tex x 29.2 tex의 평직 구조에서 조직 밀도가 증가함에 따라 직물의 정압 저항도 그에 따라 증가합니다. 밀도가 472 x 315에 도달하면 정압 저항은 520 Pa 이상이 됩니다. 이를 바탕으로, 직물 밀도가 증가함에 따라 제직 난이도는 선형적으로 증가하는 반면, 정압 저항의 향상은 크지 않습니다. 종합적인 검토를 거쳐, 순면 29.2 tex x 순면 29.2 tex와 472 x 315 평직을 이 고내수압 직물의 표준 규격으로 최종 선정했습니다.
6. 베이킹 온도 및 시간이 방수 효과에 미치는 영향
베이킹 시간과 베이킹 온도는 방수 효과에 중요한 영향을 미칩니다. 스트레칭 → 베이킹의 2단계 가공 기술을 채택하였으며, 스트레칭 기계에 침지 및 압연제를 사용하고, 불소계 방수제 80g/L를 사용하며, 건조 온도는 120℃, 건조 시간은 60초로 설정했습니다. 베이킹 온도와 시간이 방수 및 정적 수압 저항에 미치는 영향을 조사하여 그 결과를 표 4에 나타내었습니다.
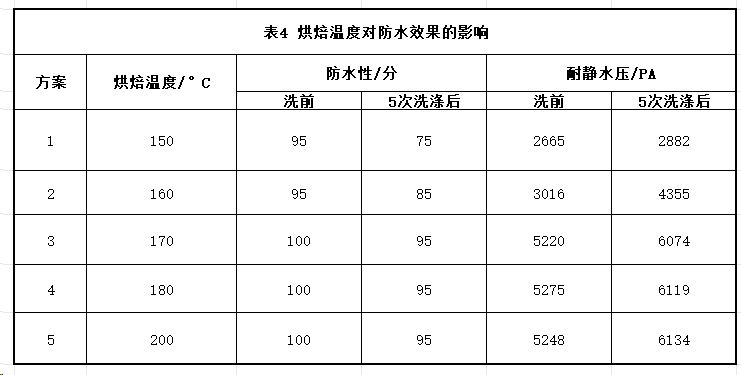
표 4에서 볼 수 있듯이, 베이킹 온도가 증가함에 따라 직물의 정적 수압 저항성과 방수성도 증가합니다. 베이킹 중에 온도가 높을수록 섬유 표면의 소수성 그룹의 배열이 더 규칙적이기 때문입니다. 고온 조건은 또한 가교제에 의한 이소시아네이트 그룹의 방출을 촉진하여 이소시아네이트와 소수성 그룹 및 -OH 사이의 가교도를 개선하고 정적 수압에 대한 저항성을 향상시킵니다. 베이킹 온도가 170℃일 때 온도를 계속 증가시키면 정적 수압 저항성과 방수성의 증가가 제한적입니다. 따라서 베이킹 온도는 170℃로 결정했습니다. 위의 실험에 근거하여 베이킹 온도는 170℃로 결정되었고 베이킹 시간이 방수성과 정적 수압 저항성에 미치는 영향을 연구했습니다. 결과는 표 5에 나와 있습니다.
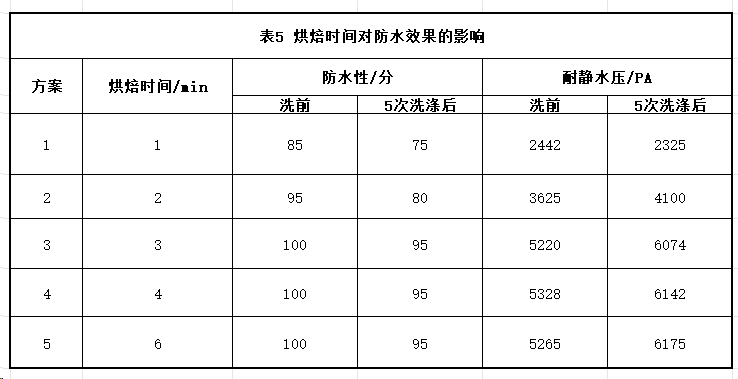
표 5에서 볼 수 있듯이, 베이킹 시간이 길어질수록 방수 성능이 지속적으로 향상되는 것을 알 수 있습니다. 이는 베이킹 시간이 길어짐에 따라 섬유 표면의 이소시아네이트기와 소수성기 사이의 가교가 더욱 완전해지기 때문입니다. 또한, 장시간 베이킹은 섬유 표면의 소수성기가 질서 있게 배열될 수 있는 충분한 시간을 제공합니다. 베이킹 시간이 3분일 때 방수 성능은 100점에 도달하고 정수압 내성은 5200Pa 이상에 도달합니다. 베이킹 시간이 계속 증가하더라도 방수 성능과 정수압 내성의 향상에는 한계가 있습니다. 따라서 베이킹 시간은 3분으로 정했습니다.
7. 결론
(1) 방수 작동유의 조성에 대한 연구를 수행했습니다. 충분한 베이킹 후, 순면 직물은 최대 5200Pa의 정압 수압을 견딜 수 있으며 우수한 세탁 저항성을 나타냅니다. 가정용 세탁 조건에서 30회 물 세탁 후에도 정압 수압 저항성과 방수성이 여전히 우수합니다.
(2) 스트레칭 → 베이킹 공정은 다음과 같습니다: 스트레칭기 침지 압연 첨가제(불소 무첨가 방수제 80g/L, 건조온도 120℃, 건조시간 60초) → 베이킹(온도 170℃, 시간 3분).
게시 시간: 2024년 6월 26일