

近年來,隨著戶外活動的普及,消費者對具有防水防潑水性能的紡織品的需求大幅增加。目前主流製程是透過塗層或覆膜整理來實現防水防潑水性能,但存在製程複雜、加工流程長等缺點。在高密度織物上進行無氟防水整理,可實現較高的抗靜水壓,且具有製程最佳、流程簡單、成本低廉的優勢;雖然抗靜水壓性能不如塗層或覆膜方法,但經過製程優化後,抗靜水壓仍可達5200Pa以上,並具有一定的透氣性,適用於手術衣、衝鋒衣、登山服、布料等特殊功能性布料。
本研究選用蘇州萊曼聚合物科技有限公司的無氟防水劑,採用高溫焙烘法對高支高密純棉織物進行防水處理,探究組織規格、焙烘溫度、焙烘時間等因素對純棉織物抗靜水壓性能的影響,最終形成有利於規模化生產的完整解決方案!
1、試驗材料
布料:純棉織品(29.2 tex x 29.2 tex,472 x 315,平紋組織,單位面積質量220 g/m2);
試劑:無氟防水劑
儀器:連續定型烘乾機、熱風烘烤機(德國門富士)、DHG-9140A電熱鼓風乾燥箱、SDLATLAS Vortex M6洗衣機、YB813織物水分測試儀、YG461E靜水壓數位透氣度儀。
二、製程流程
冷軋批→退火→絲光→染色→防水→烘焙。
三、結果檢驗方法介紹
防水性:依照AATCC 22-2010《防水性:噴淋試驗》進行測定。剪取3塊(17.78 cm x 17.78 cm)試樣,置於標準大氣壓力靜置4小時。將250mL(27±1)℃的蒸餾水注入試驗機的漏斗中,噴灑試樣正面。將正面的潤濕或斑點圖案與評級影像進行比較進行評級,並記錄每個測試樣品的評級結果。
耐洗性:居家洗滌依照GB/T 8629-2017《紡織品家庭洗滌及乾燥程序》進行。採用1g/L標準洗滌劑(AATCC 1993)配製溶液,浴比1:30。在40℃下洗滌8分鐘後,將溶液脫水,完成一次洗滌。洗滌程序完成後,在100℃溫度下的烤箱中烘乾。
工業洗滌製程為:預洗(純水50L,水洗3分鐘,水溫50℃)→主洗(純水80L,水洗15分鐘,水溫60℃,氧漂300g,洗衣液400g)→沖洗(純水50L,水洗5分鐘)→中和洗(純水50L,中和酸200g)→清水洗滌(純水50L,水洗5分鐘)。
耐靜水壓:依AATCC 127-2018《靜水壓試驗》測定。剪取三塊200 mm x 200 mm無折疊、無污染的試樣,置於標準大氣壓力下4小時。控制與試樣接觸的水溫為(21±2)℃,擦乾夾持面,使測試面朝向水面。夾持後,啟動馬達。當試樣上三個位置有浸潤時,記錄此時的靜水壓,重複三次,取平均值,即為試樣的耐靜水壓。
四、防水製程對防水效果的影響
試驗探討一步法拉伸焙烘和兩步驟拉伸焙烘對防水效果的影響。一步法採用拉伸定型機,織物成捲後進入定型機烘乾室,烘乾與焙烘工序同時進行,生產效率高,適用於多數防水整理。兩步驟法拉伸焙烘採用拉伸定型機對成捲材質進行烘乾,再進行焙烘,此製程穩定性高。一步法拉伸焙烘製程:拉伸機浸軋助劑,80g/L無氟防水劑,溫度170℃,時間3.5分鐘。兩步驟拉伸焙烘製程:拉伸機浸軋助劑(80g/L無氟防水劑,烘乾溫度120℃,烘乾時間60秒)→焙烘(溫度170℃,時間3分鐘)。採用不同防水製程對純棉織物進行防水處理的結果如表1所示。
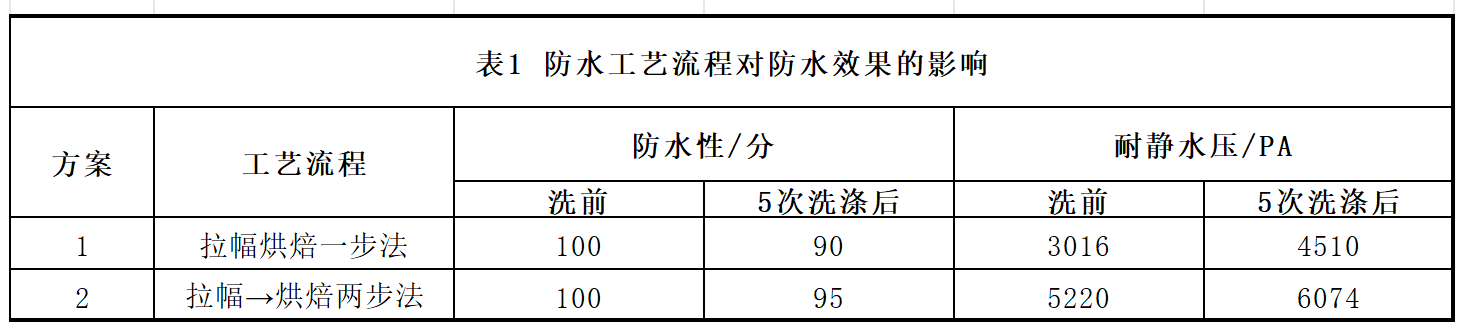
從表1可以看出,一步拉伸焙烘法的防水性能與兩步驟拉伸焙烤法相差不大,但耐靜水壓性能明顯低於兩步驟拉伸焙烤法。這是因為直接高溫焙烘的一步法,即使降低車速、延長工作液滲透時間,工作液仍然無法完全滲透織物,無氟防水劑在織物表面發生交聯,影響織物的耐靜水壓性能。因此,確定採用拉伸焙烘兩步驟法加工純棉高耐靜水壓織物。
五、不同織物組織規格對防水效果的影響
考慮到高抗靜水壓織物一般用於外穿及功能性用途,限制織物單位面積質量為(200±20)g/m2。規格選取為純棉29.2 tex×純棉29.2 tex,472×315,設計組織為平紋、2/1斜紋、緯重平紋、方格。採用拉伸、焙烘兩步驟加工工藝,防水工作液為80g/L無氟防水劑,兩浸兩軋,軋輥殘留率為65%;經120℃烘乾後,再經170℃焙烘3 min。不同織物結構對防水性能的影響如表2。
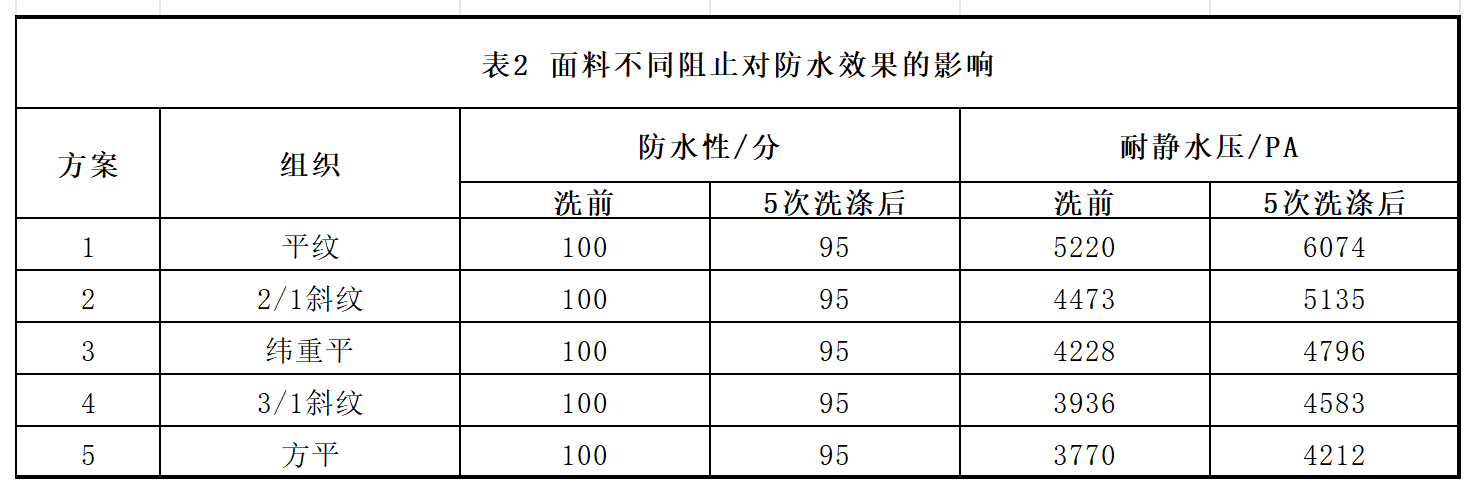
從表2可以看出,在織物紗支和經緯密度不變的情況下,僅改變組織結構,織物的防水性和抗靜水壓性能發生明顯變化,性能優良程度由高到低依次為:平紋組織、2/1斜紋組織、緯重平紋組織、3/1斜紋組織、方格組織。平紋組織織物可達到5200Pa的抗靜水壓性能,而其他織物均未達5200Pa,顯示織物結構對抗靜水壓性能的影響非常明顯。平紋組織織物由於交織點最多,孔隙較少,抗靜水壓性能最好。為進一步探討組織規格與織物抗靜水壓性能的關係,在紗支和組織不變的情況下,改變經緯密度,分別對織物的防水性和抗靜水壓性能進行測試,結果如表3所示。
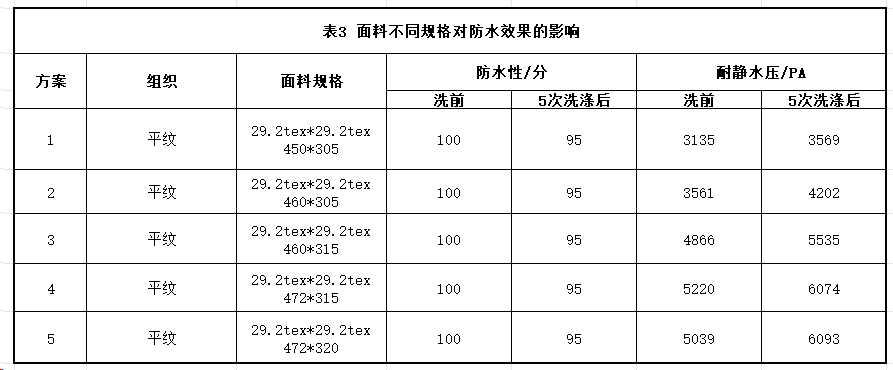
從表3可以看出,對於29.2 tex x 29.2 tex的平紋組織,隨著組織密度的增加,織物的抗靜水壓性能也相應提高,當密度達到472 x 315時,抗靜水壓性能達到520 Pa以上。在此基礎上,增加織物密度導致織造難度線性增加,而抗靜水壓性能的提升並不顯著。綜合考慮,最終選定純棉29.2 tex x 純棉29.2 tex、472 x 315的平紋織物作為該款高抗靜水壓織物的標準規格。
六、烘烤溫度和時間對防水效果的影響
烘烤時間和烘烤溫度對防水效果有重要影響。採用拉伸→烘烤兩步驟加工工藝,拉伸機浸塗滾塗劑,無氟防水劑80g/L,乾燥溫度120℃,乾燥時間60s。研究烘烤溫度及時間對防水性能及耐靜水壓性能的影響,結果如表4。
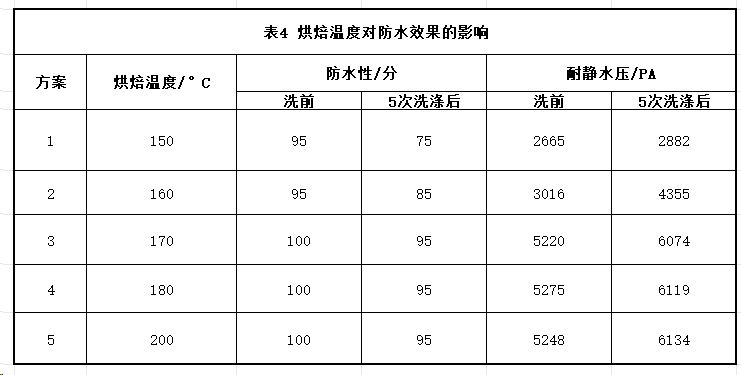
從表4可以看出,隨著焙烘溫度的升高,織物的耐靜水壓和防水性也隨之提高。這是因為在焙烘過程中,溫度越高,纖維表面疏水基團的排列越規則;高溫條件也有利於交聯劑釋放異氰酸酯基團,提高異氰酸酯與疏水基團及-OH之間的交聯程度,增強耐靜水壓性能。當焙烘溫度為170℃時,繼續升高溫度,耐靜水壓和防水性的增加有限,因此確定焙烘溫度為170℃。綜合上述實驗,確定焙烘溫度為170℃,並研究焙烘時間對防水性和耐靜水壓性能的影響,結果如表5。
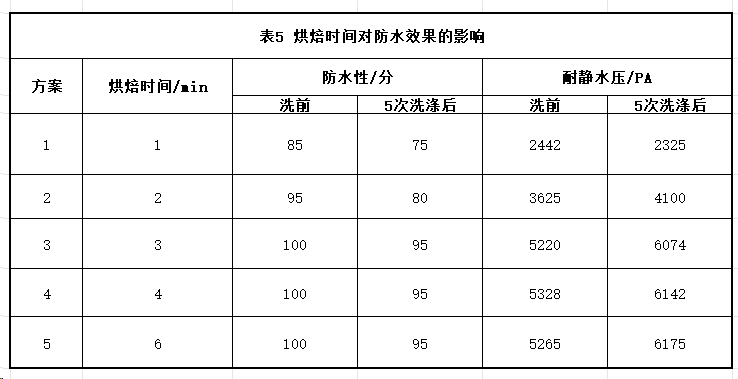
從表5可以看出,隨著烘烤時間的延長,防水性能不斷提升。這是因為隨著烘烤時間的延長,纖維表面異氰酸酯基團與疏水基團的交聯更加完全,長時間的烘烤也為纖維表面疏水基團的有序排列提供了充足的時間。烘烤時間為3 min時,防水性能達100分,耐靜水壓達5200Pa以上;繼續延長時間,防水性能和耐靜水壓的提升有限,因此確定烘烤時間為3 min。
7、結論
(1)對防水工作液配方進行了研究,純棉織物經過充分焙烘後,可承受高達5200Pa的靜水壓,且具有良好的耐洗滌性,即使在家庭洗滌條件下經過30次水洗,仍具有優異的耐靜水壓和防水性。
(2)拉伸→烘烤製程為:拉伸機浸軋添加劑(無氟防水劑80g/L,烘乾溫度120℃,烘乾時間60秒)→烘烤(溫度170℃,時間3分鐘)。
發佈時間:2024年6月26日