

Ces dernières années, avec l'essor des activités de plein air, la demande de textiles imperméables et résistants aux éclaboussures a fortement augmenté. Le procédé dominant actuel consiste à obtenir ces propriétés par enduction ou laminage, mais il présente des inconvénients tels que sa complexité et sa longueur. L'application d'un traitement imperméable sans fluor sur des tissus haute densité permet d'obtenir une résistance élevée à la pression statique de l'eau, grâce à un procédé court, simple et économique. Bien que sa résistance à la pression statique de l'eau soit inférieure à celle obtenue par enduction ou laminage, après optimisation du procédé, elle peut atteindre 5 200 Pa, voire plus. Ce traitement offre également une certaine respirabilité, ce qui le rend adapté aux textiles techniques spécifiques tels que les blouses chirurgicales, les tenues d'assaut, les vêtements d'alpinisme et les toiles de tente.
Cette étude a sélectionné la société Suzhou Leman Polymer Technology Co., Ltd. comme agent imperméabilisant sans fluor et a utilisé une méthode de cuisson à haute température pour imperméabiliser des tissus de pur coton haute densité. Les effets de facteurs tels que les spécifications du tissu, la température et la durée de cuisson sur la résistance à la pression statique de l'eau des tissus de pur coton ont été étudiés, et une solution complète, propice à une production à grande échelle, a finalement été mise au point.
1. Matériaux d'essai
Tissu : Tissu en pur coton (29,2 tex x 29,2 tex, 472 x 315, armure toile, masse surfacique 220 g/m2) ;
Réactif : Agent imperméabilisant sans fluor
Instruments : Séchoir à mise en forme continue, machine de cuisson à air chaud (allemande Menfuji), four de séchage électrique à air pulsé DHG-9140A, machine à laver SDLATLAS Vortex M6, testeur d'humidité de tissu YB813, manomètre numérique de respirabilité à pression d'eau statique YG461E.
2. Flux de processus
Laminage à froid par lots → recuit → mercerisation → teinture → imperméabilisation → cuisson.
3. Introduction aux méthodes de test des résultats
Imperméabilité : mesurée conformément à la norme AATCC 22-2010 « Hydrofugation : Test de pulvérisation ». Découper 3 échantillons (17,78 cm × 17,78 cm) et les placer à pression atmosphérique standard pendant 4 heures. Injecter 250 mL d’eau distillée à (27 ± 1) °C dans l’entonnoir du testeur et pulvériser la face avant des échantillons. Comparer les zones mouillées ou les taches sur la face avant avec l’image de référence pour l’évaluation, et consigner les résultats de chaque échantillon.
Lavabilité : Le lavage domestique est effectué conformément à la norme GB/T 8629-2017 « Procédures de lavage et de séchage domestiques pour les essais de textiles ». Une solution est préparée avec 1 g/L de lessive standard (AATCC 1993), dans un rapport de bain de 1:30. Après un lavage à 40 °C pendant 8 minutes, la solution est essorée, ce qui constitue un cycle de lavage. Une fois le cycle terminé, le linge est séché au four à 100 °C.
Le processus de lavage industriel est le suivant : prélavage (50 L d'eau pure, lavage pendant 3 minutes, température de l'eau 50 ℃) → lavage principal (80 L d'eau pure, lavage pendant 15 minutes, température de l'eau 60 ℃, 300 g d'agent de blanchiment oxygéné, 400 g de lessive) → rinçage (50 L d'eau pure, lavage pendant 5 minutes) → lavage de neutralisation (50 L d'eau pure, 200 g d'acide neutralisant) → lavage à l'eau claire (50 L d'eau pure, lavage pendant 5 minutes).
Résistance à la pression hydrostatique : mesurée conformément à la norme AATCC 127-2018 « Essai de pression hydrostatique ». Découper trois échantillons non pliés et non contaminés de 200 mm × 200 mm et les placer à pression atmosphérique standard pendant 4 heures. Maintenir la température de l’eau en contact avec l’échantillon à (21 ± 2) °C, sécher la surface de serrage et orienter la surface d’essai vers l’eau. Après serrage, mettre le moteur en marche. Dès l’apparition d’infiltrations en trois points de l’échantillon, enregistrer la pression statique de l’eau. Répéter l’opération trois fois et calculer la moyenne des valeurs pour obtenir la résistance à la pression statique de l’échantillon.
4. L'influence du procédé d'imperméabilisation sur l'effet d'imperméabilisation
Étude expérimentale de l'influence des méthodes d'étirage et de cuisson en une et deux étapes sur l'imperméabilisation. La méthode en une étape utilise une machine d'étirage et de mise en forme. Après enroulement du tissu, celui-ci est introduit dans la chambre de séchage de la machine, où les processus de séchage et de cuisson sont réalisés simultanément, pour une productivité élevée. Cette méthode convient à la plupart des finitions imperméables. La méthode en deux étapes consiste à sécher le matériau enroulé à l'aide d'une machine d'étirage et de mise en forme, puis à le cuire. Ce procédé offre une grande stabilité. Procédé en une étape : machine d'étirage, imprégnation et enroulement avec un agent imperméabilisant sans fluor (80 g/L), température : 170 °C, durée : 3,5 minutes. Procédé en deux étapes : machine d'étirage, immersion dans l'additif d'enroulement (80 g/L d'agent imperméabilisant sans fluor, température de séchage : 120 °C, durée : 60 secondes) → cuisson (température : 170 °C, durée : 3 minutes). Les résultats du traitement d'imperméabilisation sur un tissu en pur coton utilisant différents procédés d'imperméabilisation sont présentés dans le tableau 1.
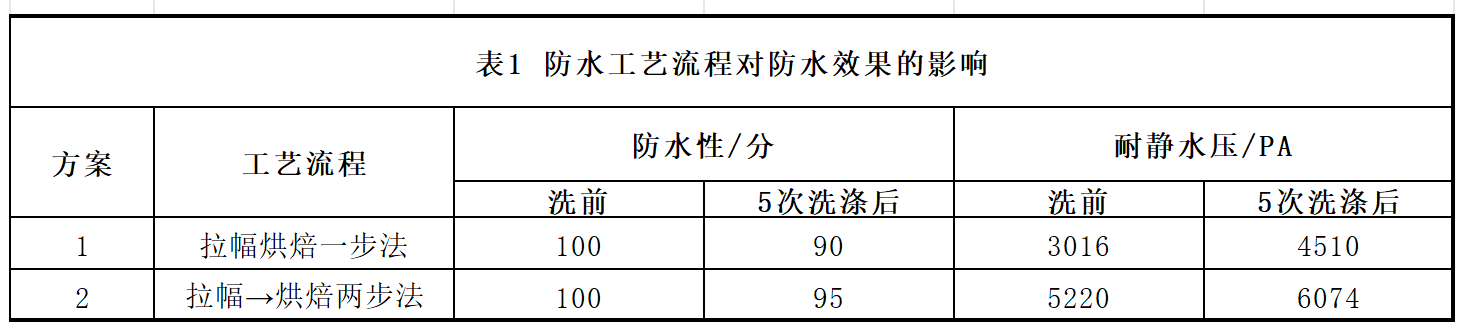
Le tableau 1 montre que l'imperméabilité obtenue par la méthode d'étirage et de cuisson en une étape est comparable à celle obtenue par la méthode en deux étapes. En revanche, la résistance à la pression statique de l'eau est nettement inférieure. Ceci s'explique par le fait que, lors de la cuisson directe à haute température en une seule étape, même en réduisant la vitesse du véhicule et en prolongeant le temps de pénétration du fluide imperméabilisant, ce dernier ne pénètre pas complètement dans le tissu. De plus, l'agent imperméabilisant sans fluor se réticule à la surface du tissu, ce qui affecte sa résistance à la pression statique de l'eau. Par conséquent, il est recommandé d'utiliser la méthode en deux étapes d'étirage et de cuisson pour le traitement du coton pur à haute résistance à la pression statique de l'eau.
5. L'influence des différentes spécifications d'organisation du tissu sur l'effet d'imperméabilisation
Étant donné que les tissus à haute résistance à la pression statique de l'eau sont généralement utilisés pour l'habillement extérieur et des applications fonctionnelles, la masse surfacique du tissu est limitée à (200 ± 20) g/m². Les spécifications choisies sont les suivantes : pur coton 29,2 tex x pur coton 29,2 tex, 472 x 315, et les armures disponibles sont : toile, sergé 2/1, trame plate et carrée. Le procédé de fabrication, en deux étapes (étirage et cuisson), utilise un agent imperméabilisant sans fluor à 80 g/L, avec deux immersions et deux essorages, pour un taux de essorage résiduel de 65 %. Le séchage s'effectue à 120 °C, suivi d'une cuisson à 170 °C pendant 3 minutes. L'influence des différentes structures de tissu sur l'imperméabilité est présentée dans le tableau 2.
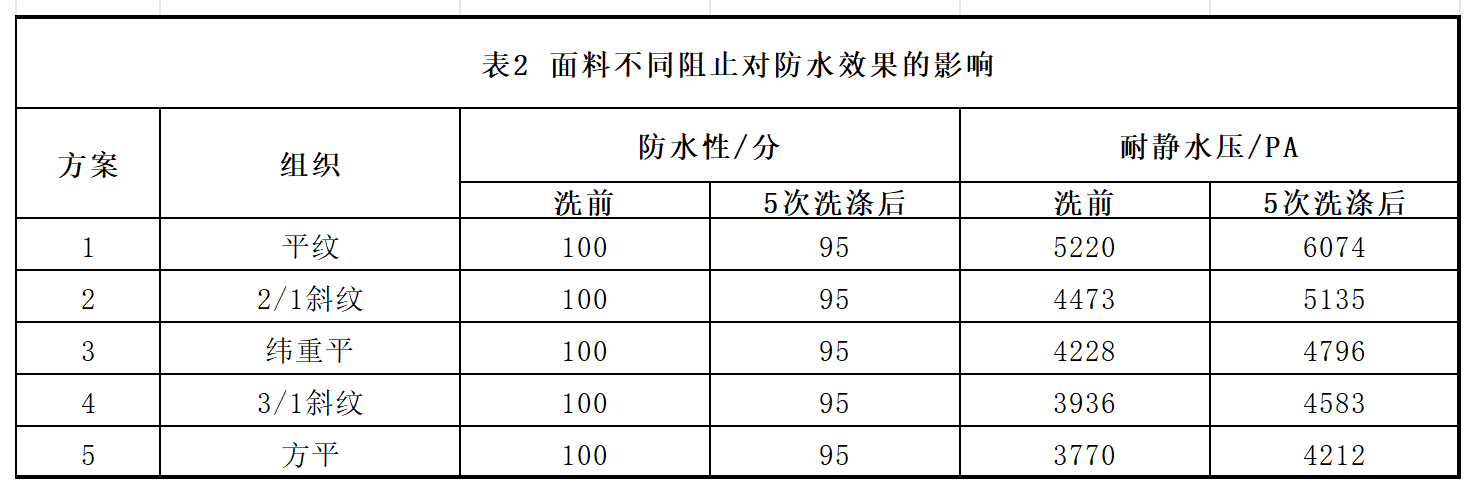
Le tableau 2 montre que, lorsque le nombre de fils et la densité chaîne/trame restent constants, seule la modification de l'organisation du tissu entraîne des changements significatifs de son imperméabilité et de sa résistance à la pression statique de l'eau. Classés par ordre décroissant de performance : toile, sergé 2/1, trame à plat, sergé 3/1 et armure carrée. La toile atteint une résistance à la pression statique de l'eau de 5 200 Pa, contrairement aux autres tissus. Ceci indique que l'influence de la structure du tissu sur la résistance à la pression statique de l'eau est très marquée. La toile présente la meilleure résistance à la pression statique de l'eau grâce à sa forte densité de points d'entrelacement et à sa faible porosité. Afin d'étudier plus en détail la relation entre les spécifications d'organisation et la résistance du tissu à la pression statique de l'eau, la densité chaîne et trame a été modifiée tandis que le nombre de fils et l'organisation restaient inchangés. L'imperméabilité et la résistance à la pression statique de l'eau du tissu ont été testées séparément, et les résultats sont présentés dans le tableau 3.
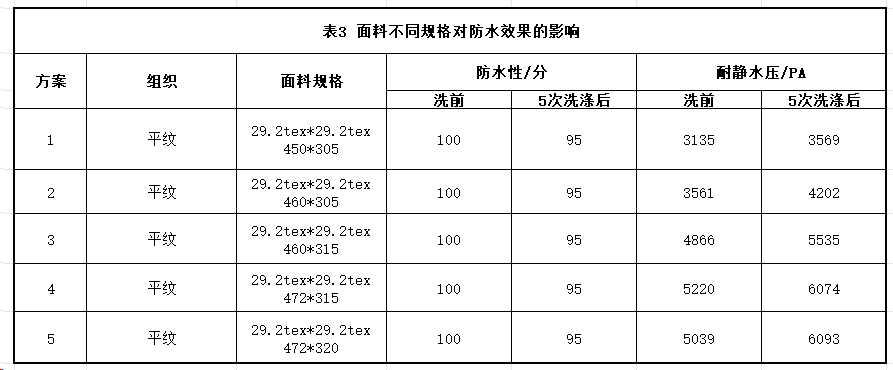
Le tableau 3 montre que pour une armure toile de 29,2 tex x 29,2 tex, la résistance du tissu à la pression statique de l'eau augmente proportionnellement à la densité du tissu. Lorsque la densité atteint 472 x 315, cette résistance dépasse 520 Pa. Ainsi, l'augmentation de la densité du tissu accroît linéairement la difficulté de tissage, tandis que l'amélioration de la résistance à la pression statique de l'eau reste négligeable. Après mûre réflexion, les armures toile en pur coton de 29,2 tex x 29,2 tex et de 472 x 315 ont finalement été retenues comme spécifications de référence pour ce tissu à haute résistance à la pression hydrostatique.
6. Influence de la température et de la durée de cuisson sur l'effet d'imperméabilisation
La durée et la température de cuisson ont un impact important sur l'imperméabilisation. Un procédé en deux étapes (étirage puis cuisson) est utilisé, avec une machine d'étirage par immersion et un agent de laminage, un agent imperméabilisant sans fluor (80 g/L), une température de séchage de 120 °C et une durée de séchage de 60 secondes. L'influence de la température et de la durée de cuisson sur l'imperméabilisation et la résistance à la pression statique de l'eau est étudiée ; les résultats sont présentés dans le tableau 4.
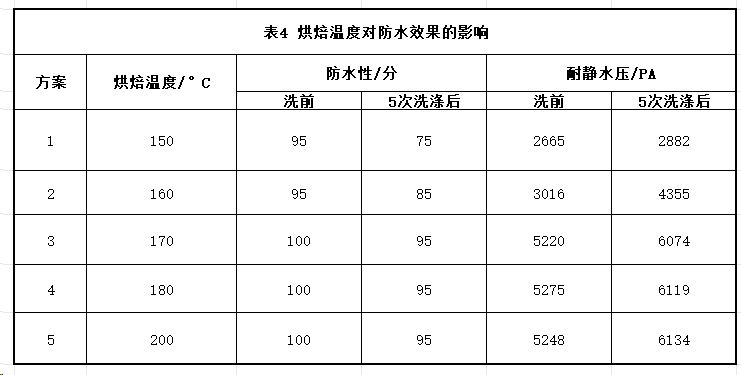
Le tableau 4 montre que l'augmentation de la température de cuisson accroît la résistance à la pression statique de l'eau et l'imperméabilité du tissu. En effet, lors de la cuisson, une température plus élevée favorise une disposition plus régulière des groupes hydrophobes à la surface des fibres. De plus, les hautes températures facilitent la libération des groupes isocyanates par les agents de réticulation, améliorant ainsi le degré de réticulation entre les isocyanates, les groupes hydrophobes et les groupes –OH, et renforçant la résistance à la pression statique de l'eau. À 170 °C, une augmentation supplémentaire de la température n'entraîne qu'une faible amélioration de la résistance à la pression statique de l'eau et de l'imperméabilité. Par conséquent, la température de cuisson a été fixée à 170 °C. Suite à cette expérience, l'influence de la durée de cuisson sur l'imperméabilité et la résistance à la pression statique de l'eau a été étudiée. Les résultats sont présentés dans le tableau 5.
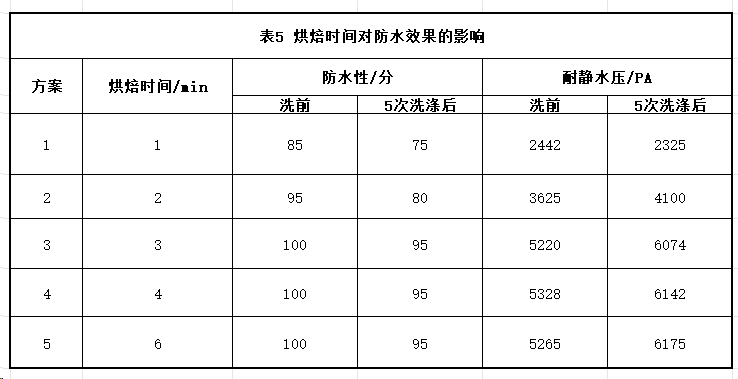
Le tableau 5 montre que l'imperméabilité s'améliore continuellement avec la durée de cuisson. Ceci s'explique par une réticulation plus complète entre les groupes isocyanates et les groupes hydrophobes à la surface des fibres. Une cuisson prolongée permet également une organisation ordonnée des groupes hydrophobes. Après 3 minutes de cuisson, l'imperméabilité atteint 100 points et la résistance à la pression statique de l'eau est supérieure ou égale à 5 200 Pa. Au-delà de cette durée, l'amélioration de l'imperméabilité et de la résistance à la pression statique de l'eau se limite. La durée de cuisson optimale a donc été fixée à 3 minutes.
7. Conclusion
(1) Des recherches ont été menées sur la formule du fluide imperméabilisant. Après une cuisson suffisante, le tissu en pur coton résiste à une pression d'eau statique allant jusqu'à 5 200 Pa et présente une bonne résistance au lavage. Même après 30 lavages à l'eau dans des conditions domestiques normales, il conserve une excellente résistance à la pression d'eau statique et une imperméabilité optimale.
(2) Le processus d'étirage → cuisson est le suivant : machine d'étirage, additif de laminage par immersion (80 g/L d'agent imperméable sans fluor, température de séchage de 120 ℃, temps de séchage de 60 secondes) → cuisson (température de 170 ℃, durée de 3 minutes).
Date de publication : 26 juin 2024