

皮革製品は古代から広く需要があり、その歴史は旧石器時代にまで遡ります。当時、私たちの祖先は動物の皮を縫い合わせて衣服を作っていました。技術革新が進むにつれ、皮革製品に対する人々の要求も高まり続け、シンプルな「生皮」から「加工皮」を経て、防水性、耐油性、難燃性といった優れた性能を持つ多機能皮革の生産へと発展しました。同時に、特別な優れた性能を持つ人工皮革の登場は、天然皮革に挑戦する存在となりました。
防水性は現代の革製品に不可欠な機能です。最も広く使用されている衣料用革とアッパー用革は、防水防水性は日々求められており、多くの革製品において、購入条件に「防水性」が加わっています。防水革命の普及により、防水性は革自体の特性の一つになりつつあります。今日では、多くの防水加工技術が開発されています。本シリーズでは、革の防水性に関する研究内容を、革の防水性の概念、防水メカニズム、防水加工技術の3つの側面から体系的にまとめています。この記事では、主に防水性の概念とメカニズムについて説明します。
1. 革の防水に関する基本概念
革の防水性の鍵は、革の表面から水が革の裏側に浸入するのを防ぐことです。革自体が親水性であるため、天然皮革は一般的になめし加工をしてもこのプロセスを防ぐことはできません。革の親水性は、三次元空間に織り込まれたコラーゲン繊維によって構成されており、繊維間には半径の異なる無数の毛細管が存在します。なめし加工後、化学物質の添加により、ヒドロキシ基、カルボキシル基、アミノ基などの極性基が導入されます。類似の適合性の原理により、これらの極性基は水と結合することができます。
革が水に触れると、多数の極性基の存在により革は親水性となり、水分を吸収しやすくなります。同時に、革内部の細い管状構造により、革は水分を吸収しやすくなります。防水とは、上記のプロセスの発生を阻止することであり、したがって防水は以下の3つにまとめられます。
(1)無保湿:水の表面で濡れている上皮フィブリンの表面特性を防ぐため、水分参照。
(2)吸水性がない:皮革が水を吸収して内部に浸透するのを防ぐ性能、すなわち、水処理能力。
(3)精密防水:革面から反対側への水の侵入を防ぐ性能、すなわち防水性。
上記は防水性能の3つの側面です。防水性能とは、革の吸水性、透水性、および水濡れに対する抵抗力を指す、これら3つの側面を含むべきです。しかし、既存の防水革の防水性能は、これら3つの側面すべてを備えているとは限りません。例えば、表面は濡れていても、革内部への水の浸透を防ぐことができない防水革もあれば、表面は濡れないのに動的防水性が低い防水革もあります。このような現象が存在するため、防水革に対する人々の理解は混乱を招いています。高級防水革を製造するには、まず静的防水性と動的防水性の両方を実現する必要があります。これに基づいて、天然皮革の優れた性能、特に衛生性能を損なうことなく、革の機能性をさらに高めることができます。
第二に、革製の防水機構
外観の観点からは、コーティングと革の2層に分けられます。チェン・デーモンについては、レヴィ連盟と呼ぶのが一般的です。前述の説明では、防水とは、革が水の吸収、浸透、および水による濡れに抵抗する能力を指します。防水の最初のステップは、革の表面が濡れないようにすることです。革の表面では、固体表面の水分の問題が関係します。濡れの相互作用は、液体と固体の間の相互作用であり、気、液体、固体の接触が関係します。3相接触面の表面張力には表面張力があります。濡れ現象が発生するかどうかは、表面張力によって判断できます。液体の表面張力が固体の表面張力よりも低い場合、液体は固体表面に平らに広がり、固体を濡らすことができます。表面張力中、液体は固体表面上で水滴の形で縮み、広がり濡れません。つまり、表面張力の高い物質は、張力の低い物質を濡らすことができません。したがって、革が水に浸かるのを防ぐためには、革の表面張力が水の表面張力よりも低くなければならない。
固体表面の濡れ具合は通常、接触角で表されます。イギリスの科学者トーマス・ヤングは、有名なヤングの式を提案した際にこの問題を説明しました。液体が固体表面に付着すると、固体表面の湿潤度は接触角θ(または湿潤角)で表すことができます。cosθ = vs -g-vl-g vs-l
式1において、θは気液固三相の接合部間の角度、気液界面と気固界面間の張力間の角度、液液間の表面張力、固液界面間の表面張力を表します。詳細は以下を参照してください。
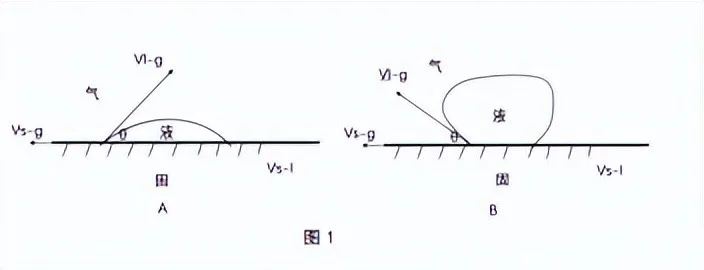
図 1 は、接触角と表面張力の関係を示す図です。A は液体が固体に濡れている状態、B は濡れていない状態です。接触角の大きさを決定することで、固体表面の濡れ具合を判断できます。一般的には 90° です。図 1 A に示すように、親水性の固体と液体の相互作用です。接触角 θ < 90° の場合、液体は固体表面に置かれ、液体が固体に濡れやすいことを示しています。固体表面には収縮傾向があり、球状の液滴が形成されます。接触角 θ > 90° の場合、液体は固体に濡れにくい、つまり疎水性の固体表面と液体の相互作用を示しています。接触角が小さいほど濡れ性は良くなります。θ = 0° の場合、固体表面は完全に濡れており、θ = 180° の場合は全く濡れていません。したがって、革の表面を濡らさず撥水性にするためには、直感的にθ>90°の接触角が必要であり、これは革の表面張力を低下させることで実現できます。革の表面が濡れるのを防ぐために接触角を変えることに加えて、革自体がコラーゲン繊維で構成されており、つまり半径の異なる無数の毛細管現象が非常に起こりやすく、革の吸水率がさらに高くなることにも注意する必要があります。したがって、革を防水にする必要があり、革の繊維の撥水性の向上も考慮する必要があります。
毛細管現象は、分子接着層の付着力と凝縮力によって液面が湾曲するためです。同時に、表面張力の存在により、湾曲した液面に余分な圧力がかかり、湾曲した液面と水平な液面下の液体との間に圧力差が生じます。この圧力差によって毛細管内の液体が上昇または下降し、余分な圧力を相殺することで圧力差が釣り合います。毛細管内の液体が上昇または下降するのは、ヤング・ラプラス方程式によって判断できます。ヤング・ラプラス方程式は、湾曲した液体の余分な圧力と液体の表面張力および曲率半径との関係を、タイプ2に示すように記述します。 △ P = γ (1 R1 + 1 R2) タイプ2: △ P — 液面の内側と外側の間の圧力差。γ — 表面張力係数。R1とR2 — 液体の主曲率半径。詳細は以下を参照してください。
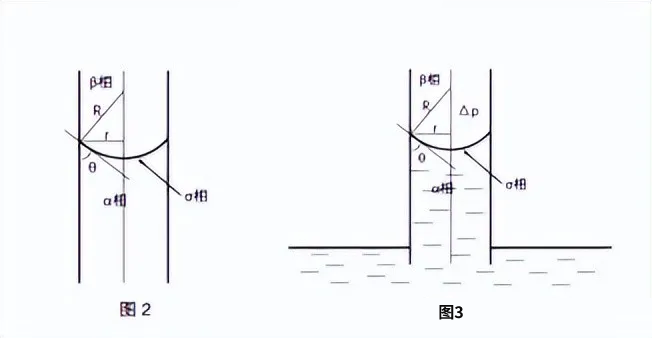
図2に示すように、毛細管内にはα、β、σの3相共存系が存在する。半径Rの毛細管内で3相平衡が起こる場合、αの接触角はθとなる。ヤング・ラプラス方程式の概略図では、θ <90°の場合、△P <0となり、毛細管内の液面は凹面となり、下側の液体に加わる力は液体を毛細管内に引き込み、固体を濡らす。θ>90°の場合、△P>0となり、毛細管の液面は凸面となる。したがって、毛細管現象を起こさないためには、接触角を<90°にすることが本質的であるが、これは毛細管の内表面の表面積を減らして表面張力を変化させることで実現できる。
第三に、革コーティングの防水機構
革の表面は最初に水にさらされる部分です。湿気から水を防ぐために革の表面を変えることに加えて、革の表面に防水コーティングの層を追加することで革の表面を置き換えて、革の防水の第一線防御にすることもできます。本質 このコーティングを追加する鍵は、革の湿潤、コーティングの接着、およびパルプの浸透にあります。下地コーティングはコーティング全体の基礎であり、粘着性は下地コーティングにとって重要なので、コーティングの粘着性は不可欠です。コーティングへの影響は、物理的および化学的の両方から議論できます。滑らかな表面は、摩耗面よりもコーティングの接着に不利です。理由は、摩耗面には多くのしわ、小さな突起、不規則性があるためです。より接着しやすいです。化学架橋剤を使用すると、コーティングの防水性と粘着性を向上させることができます。下地スラリーの浸透も重要な影響要因です。革自体は繊維構造を持つ多孔質物質です。湿潤と接着の法則によれば、皮革本体へのパルプの浸透率は多くの要因に関係している。
サンドマイヤーの式は、貫入速度と表面張力、粘度、接触角の関係を表す。
式4:浸透速度=細孔度×表面張力×cosθ粘度
式4から、次のことがわかります。
(1)湿潤角(COSθ)の関数値(COSθ)はパルプの浸透速度に比例し、湿潤が底パルプの浸透において重要な役割を果たすことを示している。
(2)細孔の増加、表面張力の増加、接触角のストリング値(COSθ)の増加、および液体の粘度の低下は、液体の濡れ速度の増加に寄与します。同時に、底部の浸透深さも考慮する必要があります。浸透深さに影響を与える要因は、基本的に浸透速度に影響を与える要因と同じですが、浸透深さの増加は、粘度の低下、濡れ角の減少、およびパルプの表面張力の増加です。濡れ角の減少と表面張力の向上は矛盾しています。したがって、パルプがより深く浸透するように、表面張力を適切に調整する必要があります。浸透速度は表面張力に比例しますが、表面張力が大きいほど浸透速度も大きくなります。
上記で述べた要因に加えて、革表面の底部への浸透は、その濃度、革の状態(水分含有量、毛穴の程度、電荷極性など)、およびコーティング方法にも関係します。
投稿日時:2024年5月30日